Controle com correntes induzidas / Eddy Current-Test EN ISO 10893 parte 1 & 2
Ensaios com líquidos penetrantes
Análise química / PMI inspection XRF
Medição da rugosidade EN ISO 4287
Inspeções dimensionais EN ISO 1127
Análises Micrográficas e macrográficas
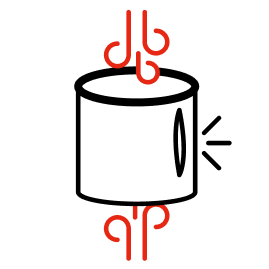
Ensaio de achatamento / Flattening Test EN ISO 8492
Ensaio de alargamento
Ensaio de dobra reversa na solda / Reverse bend-test EN ISO 5173
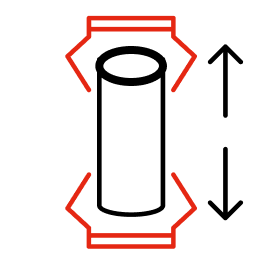
Ensaio de expansão com mandril / Drift-Expanding test EN ISO 8493
Ensaio de dureza / Hardness Test
Ensaio de explosão / Bursting-test
Ensaio de tração / Tensile Test EN ISO 6893 – 1